
I. Introduction
1. Background
Semi-regenerative reforming is one of the major catalytic reforming processes, which upgrades low-octane naphtha (C6~C12) to high-octane reformate, aromatics (benzene, toluene and xylene) and hydrogen at certain temperature, pressure and the presence of catalyst.
2. Process scheme
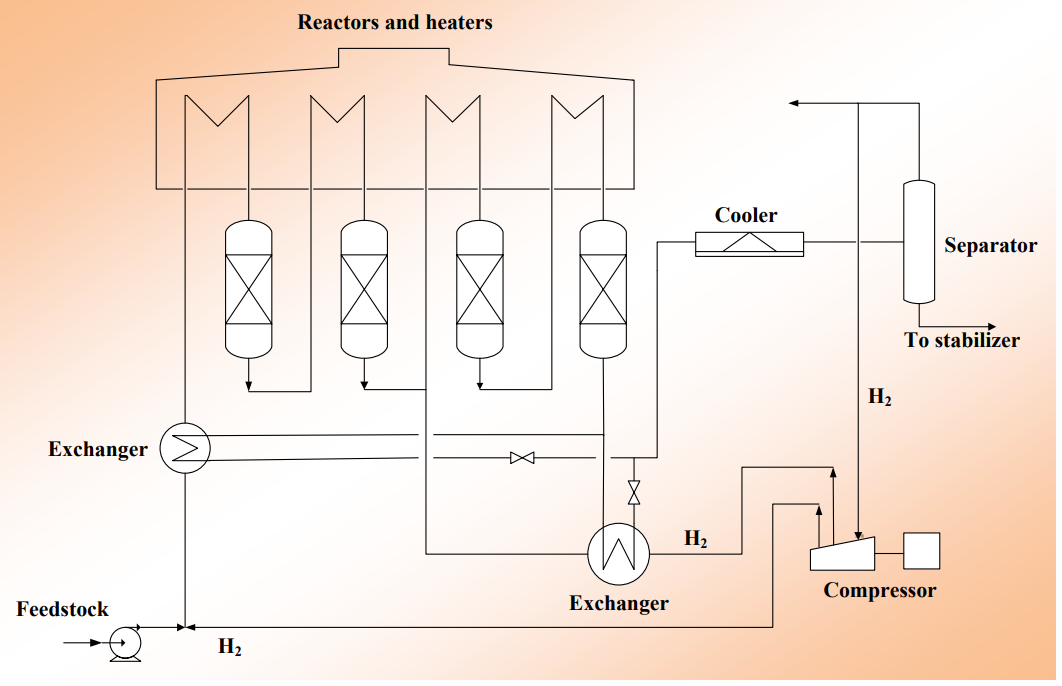
The typical process consists of two-staged recycle hydrogen and 3~4 fixed-bed reactors in series. The feedstock is firstly blended with recycle hydrogen and naphtha, and then enters into the heat exchanger to exchange heat with products, and then into other reaction heating furnaces and reactors for series reactions. The effluents from the last reactor are cooled through feed-product exchanger and air-water cooler, and then sent to the gas-liquid separator to be separated into gaseous and liquid products. The liquid reformate is sent to product stabilizer.
3. Key operating parameters
Reaction unit
High pressure Separator Pressure:1.0~1.2MP
Inlet temperature of reactors:480~510℃
Mole ratio of H2/HC:3~7
LHSV:1~2.5h-1
Regeneration unit
Coke content of spent catalysts:3~25%
Regeneration pressure:0.45~1.0MPa(g)
II. Technology characteristics
1. Operation flexibility
The process loaded multimetallic reforming catalysts with low coking rate, which can be operated under relatively low reaction pressure (1.0~1.5MPa), medium ratio of hydrogen to oil and high space velocity. With the one-staged or two-staged catalyst loading and two-staged recycle hydrogen, the pressure drop could be reduced and the reformate yield could be enhanced by more than 0.5%.
Semi-regenerative reforming technology can meet various product demands through its operating flexibility. The liquid products can be high-octane gasoline blending components and/or crude aromatics.
2. Feedstock adaptibility
In general, the feedstock of reforming units can be straight-run naphtha, hydrotreated-coker naphtha, hydrocracking naphtha, FCC naphtha, coal liquefaction naphtha, condensed oil, ethylene cracking raffinate, reformate extraction raffinate and so on.
3. Main performances
For a gasoline-type unit, the octane number can be controlled within 90~98. For an aromatics-oriented unit, the aromatics yield can reach as high as 60wt%, and the hydrogen yield can be about 2.8wt%, other products consist of dry gas and LPG.
4. Running cycle
Under normal operation conditions, the unit can run for 6 years or more.
III. Catalysts
The catalysts PRT-C and PRT-D for the technology enjoy low carbon deposition rate and high selectivity. The physicochemical properties of the PRT-C and PRT-D catalysts are listed in Table 1.
Table 1 Physic-chemical properties of PRT-C/PRT-D catalysts
| Catalysts | PRT-C | PRT-D |
| Chemical composition, wt% | ||
| Pt | 0.25±0.01 | 0.21±0.01 |
| Re | 0.25±0.02 | 0.46±0.02 |
| Cl | 1.30±0.30 | 1.30±0.30 |
| Physical properties | ||
| Shape | cylindrical extrudate | cylindrical extrudate |
| Loading density, kg/L | 0.7~0.8 | 0.7~0.8 |
| Crushing strength, N/mm | ≥10 | ≥10 |
| Specific surface area, m2/g | ≥180 | ≥180 |
SR-1000 catalyst has better stability/longer cycle length, higher activity and increased C5+ yield. Relative to its state-of-the-art, SR-1000 performs more benefits with the higher liquid RON or aromatics yields, the higher C5+ and H2 yields and the longer catalyst operation length. The physicochemical properties of SR-1000 Catalyst are listed in Table
Table 2 Physic-chemical properties of SR-1000 catalysts
| Catalysts | SR-1000 |
| Chemical composition, wt% | |
| Pt | 0.23±0.01 |
| Re | 0.40±0.02 |
| Cl | 1.10±0.20 |
| Physical properties | |
| Shape | cylindrical extrudate |
| Loading density, kg/L | 0.55~0.65 |
| Crushing strength, N/mm | ≥10 |
| Specific surface area, m2/g | ≥190 |
IV. Commercial Experience
PRT-C and PRT-D catalysts have been widely used in China since its first application in 2002. SR-1000 catalyst was first applied in China in 2015.By 2021, there have been 57 reforming units adopting PRT series catalysts and 28 reforming units adopting SR-1000 catalyst, which occupy over 90% of the capacity of the current operating units in China and the maximum capacity of them is 0.5 MT/a. PRT-C/PRT-D catalysts and process are also employed in Algeria, Chad and Niger. SR-1000 catalyst are adopted by 5 units abroad and the maximum capacity of them is 1.0 MT/a.