
I. Introduction
1. Background
SINOPEC has developed a new generation of continuous catalytic reforming process (Super Low Pressure Continuous Reforming, SLCR and SINOPEC Counter-current Continuous Catalytic Reforming, SCCCR) with catalyst regeneration system which can regenerate the spent catalyst without shutting down the reaction part. It gives refiners the flexibility to operate the unit under high severity conditions to obtain higher aromatic yield and higher hydrogen production rate.
2. Process scheme
The naphtha feed is hydrotreated to remove sulfur, nitrogen, water andmost parts of metals. The mixture of fractionated refined oil and recycle hydrogen is heated and goes into four reactors (side by side or two-two stacked). Under the action of catalyst, the following reactions take place: dehydrogenation of naphthenes, dehydrogenation of paraffin, isomerization of paraffin, hydrocracking, etc.The main products of reforming process include liquid products of rich aromatics, LPG and hydrogen. The liquid products can generate high octane number gasoline or aromatics after separation, and hydrogen is used for refinery hydrogenation units. Catalyst circulates between the reaction part and regeneration zone.The spent catalyst flows out of the last reactor (SLCR)or the first reactor (SCCCR) to remove dust and thenbe delivered quantitatively to the moving bed regenerator. After coke burning, oxychloriding and drying, the catalyst moves out of the regenerator and is lifted tothe reduction zonewhich is at the top of the first reactor (SLCR)or the last reactor (SCCCR). The reduced catalyst flows into the reactors again and gets into another cycle.
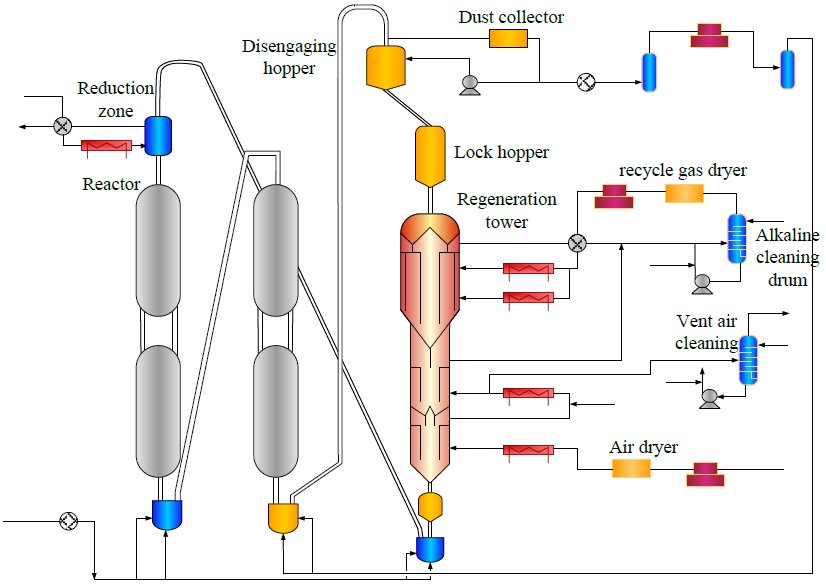
Fig.1 Process diagram of Super Low Pressure Continuous Reforming
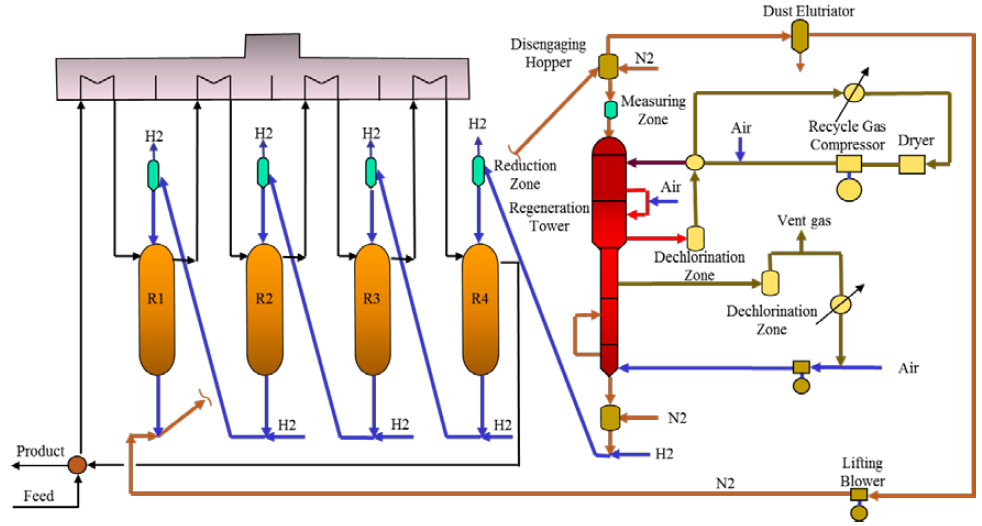
Fig.2 Process diagram of SINOPEC Counter-current Continuous CatalyticReforming
3. Key operating parameters
Reaction unit
·High pressure separator pressure: 0.25MPa(g)
·Reaction inlet temperature (WAIT): 480~540℃
·Ratio of H2/HC (mol):2~3
·Space velocity (LHSV):1~3h-1
Regeneration unit
·Spent catalyst coke content:3~7%
·Regenerator pressure:0.30~0.55MPa(g)
II. Technology characteristics
1. Operation flexibility
Compared with the similar technologies of other countries, with the same feedstock and similar operating conditions, Sinopec’s continuouscatalytic reforming technology exhibits higher gasoline yield, higher aromatics yieldand higher hydrogen yield (three higher items) and lower carbon deposition rate, lower chloride emitting(two lower items) and longer catalyst life (one longer).
Continuous catalytic reforming technology is operatedwithhigh elasticity.The liquid products can be used as either high octane number gasoline blending components, or be separated to get aromatics products, or providefeed stocksfor downstream aromatic unit. The reformate can also be used as a mixed type reformer of high octane number gasoline component and aromatic products. Coke on catalyst burnt out under high pressure. The regeneration process adapts to a wide range of carbon content of spent catalyst.
2. Feedstock adaptibility
Suitable feedstocks for catalytic reforming technology include straight-run naphtha, hydrocracking naphtha, coker naphtha, catalytic cracking naphtha, ethylene pyrolysis gasoline and raffinate oil, etc.
Reforming feed distillation range and impurities content are important parametersthat need to be controlled strictly. Feed distillation range should be determined according to the production target.The initial boiling point of feedstock(IBP for short) is generally controlledbetween 60 ~ 80℃, while the final boiling point (FBP for short) isbetween 165 ~ 175℃. IBP of the units producing high octane number gasoline blending components can be raisedproperly. If the reforming feedstock is a mixture of various oils such as straight run gasoline, hydrocracking naphtha, coker naphtha, FCC gasoline, etc., the distillation range of each oil should be analyzed separately.
3. Main performances
The catalytic reforming products can be gasoline blending component, aromaticsor a combination of both. For producing C5~C10 high octane blending gasoline, the octane number shouldbe controlledbetween 92~105; for producing C6 ~ C10 aromatic products, according to different feed stocks and operating conditions, aromatics yield can be up to 60~80 m%. Hydrogen (as the by-product) yield can be up to 3~4.5m%. Other productsare dry gas and LPG.
4. Running cycle
Under normal operation, the unit can run continuously for 6~8 years.
III. Catalysts
Typical Properties of Sinopec PS-VI, PS-VII and PS-VIII CCR Catalyst are shown in the following table.
Table1 Properties of new PS series catalysts
| Item | PS-Ⅵ | PS-Ⅶ | PS-Ⅷ-A | PS-Ⅷ-B |
| Pt, m% | 0.28±0.02 | 0.35±0.02 | 0.25±0.02 | 0.25±0.02 |
| Cl, m% | 1.0~1.3 | 1.0~1.3 | 1.0~1.3 | 1.0~1.3 |
| Bulk density, g/mL | 0.56±0.02 | 0.56±0.02 | 0.66±0.02 | 0.68±0.02 |
| Surface area, m2/g | 195±15 | 195±15 | 195±15 | 195±15 |
| Crush strength, N/pellet | ≮39 | ≮39 | ≮45 | ≮45 |
| Average particle size, mm | 1.6 | 1.6 | 1.6 | 1.8 |
PS series CCR catalyst has been widely used in all types of continuous reforming unit in China and abroad. PS-VI catalyst has been applied in more than 120 times on the CCR units in China and abroad. PS-VII has been applied in 10 times on CCR units. PS-VIII has been applied commercially.
Compared to other commercial catalysts, PS series catalysts exhibit outstanding performance: higher activity and selectivity, better hydrothermal stability, stronger chlorine retention ability, longer life, lower dust amount and lower coke-make rate.
IV. Commercial Experience
By 2021, The Super Low Pressure Continuous Reforming technology (SLCR)has been used in 14 commercial units. The largest unit capacity is 1.5 Mt/a. Three 3.1 Mt/a units will be into operation.
The Counter-current Continuous Catalytic Reforming technology (SCCCR) has been used in 5 commercial units, and the largest unit capacity is 2.6 Mt/a.