
I. Introduction
1. Background
LHAT is a light hydrocarbon aromatization process developed by Sinopec. This process adopts modified catalyst and fits for converting C3~C7 light hydrocarbon feedstock to aromatics mainly in BTX or aromatics-rich gasoline blending component with high octane number. LHAT process has a series of advantages, such as high adaptability, high added value of target products, simple process flow and low construction investment cost.
2. Process scheme
LHAT process has two routes. One is LHAT-F which adopts fixed bed reactor, the other one is LHAT-M which uses moving bed reactor. The process flow of LHAT-F process is shown in Fig.1.
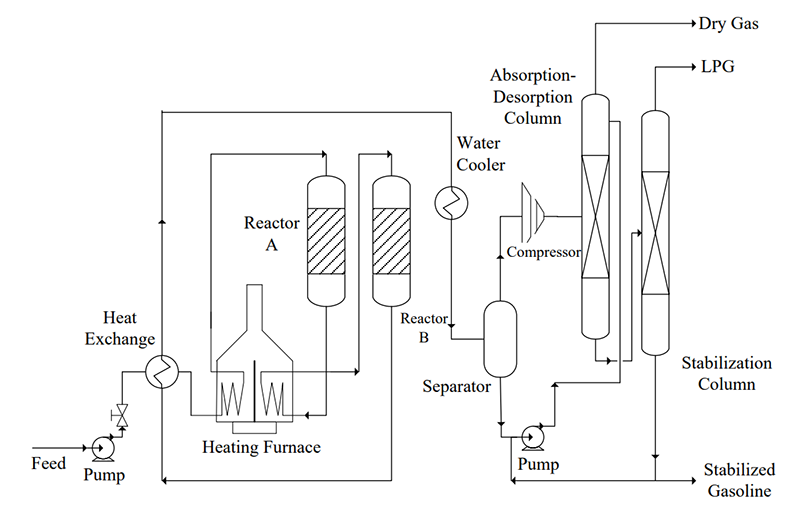
Fig.1 Process flow diagram of LHAT-F process
As shown in Fig.1, the feed is preheated in the first stage of heating furnace to reaction temperature and then sent to the reactor A. Effluent of the reactor A undergoes supplemental heating in the second stage of heating furnace and then is sent to the reactor B. Effluent of the reactor B is first water cooled and then separated into rich gas and raw gasoline in liquid-gas separator. The rich gas is compressed by compressor, water cooled, and then sent to the middle of absorption-desorption column. The raw gasoline is used as absorbent by pumping it to the top of absorption-desorption column. Fraction from the bottom of the absorption-desorption column is sent to the middle of stabilization column and separated into LPG and stabilized gasoline (or mixed aromatics).The process flow of LHAT-M process is shown in Fig.2.
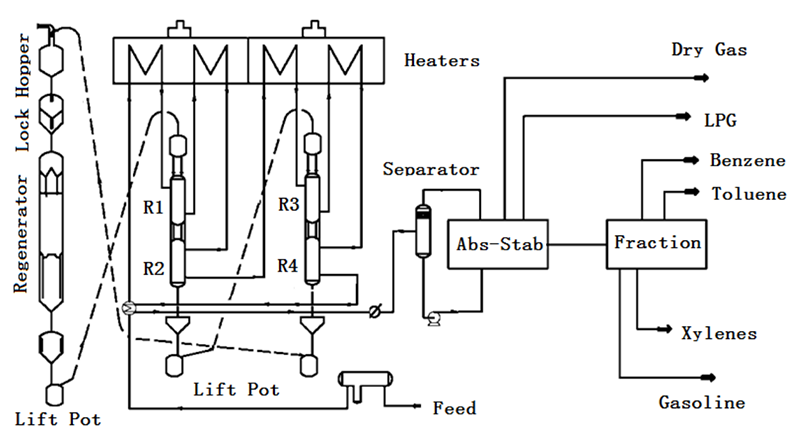
Fig.2 Process flow diagram of LHAT-M process
The feed is heated by heating furnace and then sent to reactor A, B and one by one. Effluent from the third reactor is sent to the fractionators. A small amount of diesel is obtained from the bottom of fractionators, and the fraction from the top of fractionators is sent to the absorption-stabilization section and separated into dry gas, LPG and liquid aromatics products.
During aromatization reaction, the spherical catalyst enters from the top of the reactor and goes down to the bottom by gravity, and then be lifted to the top of the next reactor by a lifter installed at the bottom of the reactor. Catalyst moves through the reactors successively in this way. The Catalyst at the outlet of the last reactor contains a high level of coke and needs to be lifted to the regenerator to burn off the coke. Regenerated catalyst is lifted to the top of the first reactor so as to establish catalyst circulation.
LHAT-M process adopts continuous moving bed reactor-regenerator process, which permits the catalyst circulating with no valve operation and the unit running continuously. Furthermore, not like the fixed bed reactor, there is no purge and shutdown procedure in LHAT-M process, which permits the unit running smoothly and reliably with a high degree of automation.
3. Key operating parameters
According to the different target products, Sinopec’s light hydrocarbon aromatization process can be classified into three application schemes, i.e., aromatics oriented scheme, feed of ethylene plant oriented scheme and gasoline oriented scheme.Main process conditions of the three schemes are listed as follows.
① When moving bed reactor is used, the reaction conditions of aromatics oriented scheme are temperature of 500~550°C, pressure of 0.1~0.2MPa and space velocity (mass) of 0.5~1.0h-1.
② When moving bed reactors are used, the reaction conditions of feed of ethylene plant oriented scheme are temperature 380~420°C, pressure0.1~0.2MPa and space velocity (mass) 0.5~1.0h-1.
③ When fixed bed reactors are used, the reaction conditions of gasoline oriented scheme are temperature 350~380°C, pressure0.2~0.5MPa and space velocity (mass) 0.3~0.7h-1.
II. Technology characteristics
1. Operation flexibility
Sinopec's light hydrocarbon aromatization process is very flexible in operation. Aromatics oriented scheme, feed of ethylene plant oriented scheme or gasoline oriented scheme can be selected conveniently based on economic and market need.
The fixed bed light hydrocarbon aromatization process (LHAT-F process) adopts fixed bed reactor. The process is simple and the investment is low. As high impurity resistant catalyst is applied, strict feed purification procedure to remove sulfur is not needed, which further lowers the operation costs.
The moving bed light hydrocarbon aromatization process (LHAT-M process) uses moving bed reactors. In this process, catalyst is continuously regenerated. Thus, unstable problems caused by the intermittent reaction and catalyst regeneration in fixed bed reactor are avoided and the catalyst activity are maintained.
2. Feedstock adaptability
The main feedstock of light hydrocarbon aromatization process includes C2 in FCC dry gas, C3 and C4 in refinery gas and some C5 and C5 above in light naphtha.
LHAT-F process is mainly used for the production of gasoline blending component with high octane number. Suitable feeds are mainly olefin contained FCC dry gas and LPG, as well as light naphtha. Gasoline yield varies according to the different feeds.
For LHAT-M process, the feeds are mainly LPG and light naphtha. The main products are mixed aromatics or saturated LPG that can be used as feed of ethylene plant.
3. Main performances
When the target product is gasoline blending component with high octane number, if FCC dry gas is used as feedstock, yield of gasoline is generally 12~18% and the octane number (RON) of gasoline is 92~94, if post-MTBE C4 LPG is used as feedstock, yield of gasoline is generally 30~40%, yield of dry gas is less than 2% and the octane number (RON) of gasoline is 92~94, if light naphtha is used as feedstock, yield of gasoline is generally 60~70%, yield of dry gas is less than 2% and the octane number (RON) of gasoline is 83~87.
When the target product is aromatics, the yield of aromatics reaches 50~60% and the yield of saturated LPG (can be used as feed of ethylene plant) is generally 20~30%.
4. Running cycle
For LHAT-F process, running period of a single run is generally 2~4 months and the whole running cycle can be up to 3 years. For LHAT-M process, the circulating period is 4~7 days and the whole running period can be up to 2 years.
III. Catalysts
RGW catalyst is applied in fixed bed light hydrocarbon aromatization process (LHAT-F). The catalyst exhibits excellent aromatization activity and stability. Physicochemical property of RGW catalyst is listed in table 3.
Table 3 Physicochemical property of RGW catalyst developed for LHAT-F process
| Item | Value |
| Shape | Cylinder, 1.8~2.0 mm in diameter |
| Strength/(N/cm) | ≥90 |
| Specific surface area/(m2/g) | 300~330 |
| Bulk density/(g/ml) | 0.67~0.75 |
RF catalyst is designed for moving bed light hydrocarbon aromatization process (LHAT-M process). Physicochemical property of RF catalyst is listed in table 4.
Table 4 Physicochemical property of RF catalyst developed for LHAT-M process
| Item | Value |
| Shape | Sphere, 1.7mm in diameter |
| Attrition loss/% | ~0.40 |
| Strength/(N) | >50 |
| Specific surface area/(m2/g) | 280~350 |
| Bulk density/(g/ml) | ~0.75 |
IV. Commercial Experience
By 2021, Sinopec's LHAT packaged process has been applied in more than 30 units. The maximum plant scale applying LHAT-F process reaches 400 KTA. LHAT-M process has been applied in 3 industrial light hydrocarbon aromatization plants and the maximum plant scale is 500 KTA.